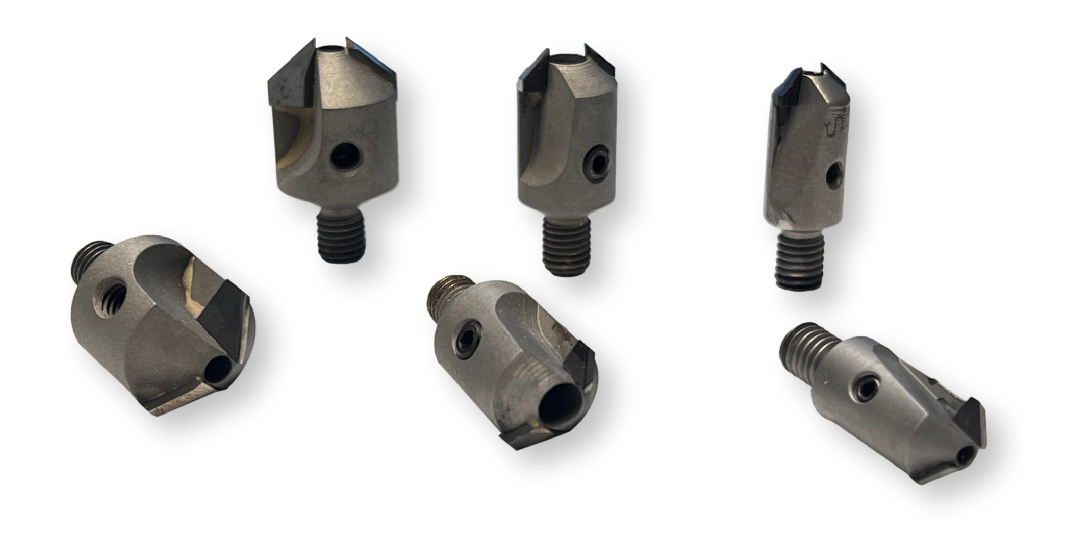
Diamond Electroplated Adjustable Countersinks
Chamfering and Countersink Formation
Diamond electroplated adjustable countersinks are used for chamfering and countersink formation in hard and brittle substrates. The adjustable pilot maintains concentric alignment during drilling. In addition, it limits chipping at the hole entry and exit. As a result, geometric accuracy is retained. The single-layer nickel electroplated diamond abrasive removes material with limited heat generation. In many cases, pilot fit and spindle stiffness determine edge condition. However, substrate stiffness can also influence geometry.
Material Behavior
Substrates include sapphire, quartz, glass, ceramics, and silicon carbide. By contrast, carbide and high-speed steel countersinks can initiate fracture or chip-out in these materials. Because electroplated diamond removes material by micro-grinding rather than cutting, crack propagation is reduced. Furthermore, substrate hardness and porosity influence grit selection and feed rate. For this reason, coolant delivery and temperature are considered during process setup. In practice, flow rate affects abrasive contact and thermal load. Consequently, parameter selection is substrate-dependent.
Pilot Adjustment and Tool Configuration
Hole diameter variation is accommodated through pilot adjustment. Pilots are manufactured from steel, carbide, or diamond. In practice, pilot clearance, grit size, and chamfer angle are selected based on spindle speed, fixture rigidity, and coolant availability. Ultrasonic and high-speed drilling systems utilize electroplated diamond abrasives when continuous abrasive contact is required. Therefore, feed and amplitude settings are coordinated with grit size and substrate hardness. Alternatively, pilot replacement can modify hole geometry without altering feed or speed.
Process Considerations
Use occurs in prototyping as well as in production. Tool behavior depends on fixture stability, spindle characteristics, and coolant type. In addition, substrate thickness and geometry determine chamfer angle. Consequently, downstream finishing steps such as polishing or lapping may be required. However, parameter adjustments remain application-specific. Finally, edge condition may be verified during inspection.
Call (480) 966-9311 or Add to Quote for pricing.
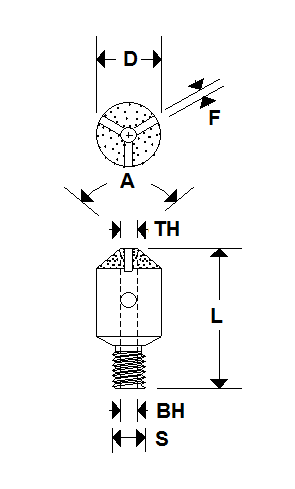
Specifications
ITEM#
0225061
0225062
0225063
0225064
0225065
0225066
D
0.500
0.500
0.500
0.500
0.500
0.500
L
1.075
1.075
1.075
1.075
1.075
1.075
A
100°
100°
100°
100°
120°
120°
S
0.250-28
0.250-28
0.250-28
0.375-24
0.375-24
0.250-28
BH
0.125
0.125
0.078
0.125
0.125
0.125
TH
0.125
0.125
0.078
0.125
0.125
0.125
F
0.060
0.060
0.060
0.060
0.060
0.060
GRIT
050/060
080/100
080/100
050/060
050/060
080/100
ITEM#:
0225061
D:
0.500
L:
1.075
A:
100°
S:
0.250-28
BH:
0.125
TH:
0.125
F:
0.060
GRIT:
050/060
ITEM#:
0225062
D:
0.500
L:
1.075
A:
100°
S:
0.250-28
BH:
0.125
TH:
0.125
F:
0.060
GRIT:
080/100
ITEM#:
0225063
D:
0.500
L:
1.075
A:
100°
S:
0.250-28
BH:
0.078
TH:
0.078
F:
0.060
GRIT:
080/100
ITEM#:
0225064
D:
0.500
L:
1.075
A:
100°
S:
0.375-24
BH:
0.125
TH:
0.125
F:
0.060
GRIT:
050/060
ITEM#:
0225065
D:
0.500
L:
1.075
A:
120°
S:
0.375-24
BH:
0.125
TH:
0.125
F:
0.060
GRIT:
050/060
ITEM#:
0225066
D:
0.500
L:
1.075
A:
120°
S:
0.250-28
BH:
0.125
TH:
0.125
F:
0.060
GRIT:
080/100
ITEM#:
D:
L:
A:
S:
BH:
TH:
F:
GRIT:
ITEM#:
D:
L:
A:
S:
BH:
TH:
F:
GRIT: